
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988

地 址:山东临朐县临九路117号
电 话:0536-3474988
传 真:0536-3473566
联系人:张经理 13953631912
高经理 18663616727
邮 箱:tieliships@126.com
网 址:http://www.wftls.com
品质堆焊辊破碎机齿板受到物料挤压和磨料磨损,导致齿板磨损快,破碎效率低。齿板磨损后大块石头或矸石煤在破碎机内部反复跳动,冲击齿,螺栓因振动自动松开。为此,检修人员需要每周紧两次齿板。如果螺帽被磨损,就会给此项工作带来很大的麻烦,不能在规定的时间内完成检修任务,从而影响生产。堆焊辊破碎机品牌齿板有焊接和铸造安装方式。效果自然也有它的不同之处,铸造的双齿辊破碎机齿板比较牢固,但是不容易拆卸和更换;相对的焊接的双齿辊破碎机齿板,齿板虽然不是那么牢固,但是更换起来比较好点。在客户的选择齿板的联接方式的过程中,一定要根据实际情况进行选择,如果破碎的物料要经常性的更换齿板的话,就选择焊接类型的齿板,如果物料硬度比较大,需要牢固一点的齿板,就选择铸造的齿板。高锰钢分为普通高锰钢、合金化高锰钢和微合金化高锰钢等。普通高锰钢铸态组织为奥氏体+碳化物,由于存在碳化物,材料的韧性较差,一般需要水韧热处理,即铸件加热到1050~1100℃水冷,获得单一奥氏体组织,具有极高的韧性,高锰钢耐磨件在工作时在外加应力作用下,会产生加工硬化。
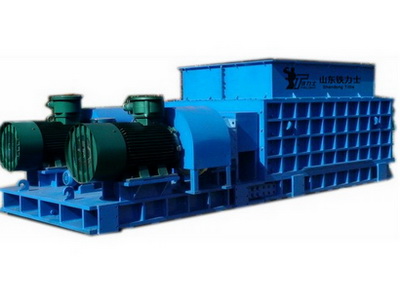
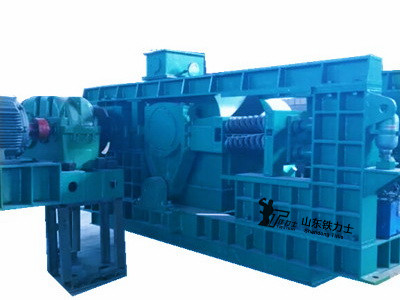
1、品质堆焊辊破碎机的工作原理双齿辊破碎机是一种对辊破碎机,破碎辊表面交错排列凸起的齿,两辊相向转动,将块料破碎。齿辊破碎机是与烧结机配套使用的重要破碎设备,适用于冶金行业的冶炼厂、刚厂烧结工段冷、热烧结块的中碎。该设备的工作状况和破碎效率也直接影响合格烧结块的产量和整个烧结工段生产的作业率。2、破碎齿盘的结构设计对于双齿辊破碎机来说很重要的部件非破碎齿盘莫属。新齿盘的设计完全不同于以往的齿辊,它含有一对螺旋辊筒,各辊筒上有径向伸出的破碎齿牙,破碎齿牙被安排成轴向间隔的,沿周围隔开的齿牙的族,一个辊筒上的齿牙族与另一个辊筒上的,与之相邻的齿牙族的齿牙是平行布局的,其通过两个辊筒上相对的破碎齿牙合作咬合,可以较好的破碎小块物料。但大块的物料无法进入两个辊筒上相对的破碎齿牙的咬合区,而无法得到破碎。我们为了解决这个问题在该破碎机每个辊筒上的各个破碎齿按轴向依次排列。相邻破碎齿在主轴的同一径向需要相间36°交错开来布局,使双辊形成“八”字形布局。这样当一个辊筒上的一个带破碎锥和冠状破碎齿在另一个辊筒上的与之相邻的带破碎锥和齿冠状破碎齿的中间通过,就能对大块物粒咬合破碎。品质堆焊辊破碎机破碎齿盘是齿辊破碎机的主要破碎部件,破碎齿位双齿辊破碎机主要工作部件,也是主要的容易受损的部件,根据破碎的物料的类别,生产能力和入料,出料粒度不同,那么齿的形状,紧固方式,齿高等参数均会要求不同。所以我们的工程技术师在设计的时候需要重点考虑这个部分,尽可能尽善尽美的把好的设计展现在我们面前。

品质堆焊辊破碎机又称双辊破碎机,适用于中等硬度物料的破碎作业如焦煤、烧结矿、石灰石、金属和非金属矿石。比较适合于中小型非金属矿石。比较适合于中小型非金属矿山和化工行业的中、细碎作业,较小粒度可以达到100目以下。该破碎机结构简单,操作方便,可以通过调节品质堆焊辊破碎机破碎辊的间隙达到理想的破碎粒度,性能稳定。而双辊破碎机的齿冠易出现断裂现象,其原因如下:1、齿冠受大块矿石落料时的冲击力作用,齿冠背部疲劳断裂。2、受矿源大块率过高的影响,齿冠也易受损或断裂。3、齿冠螺栓拉伸拉长会导致齿冠断裂。解决办法:在破碎机的弓形齿冠两侧面加设两钢板,使其成为箱式齿冠,能使齿冠的寿命达2年以上。
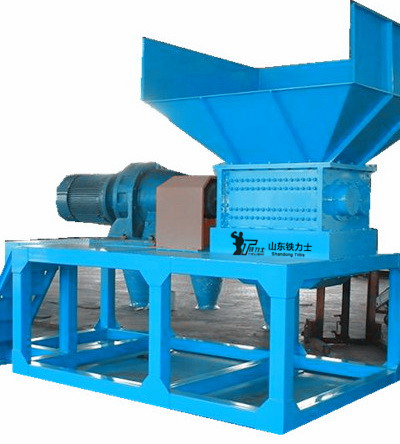
品质堆焊辊破碎机齿板受到物料挤压和磨料磨损,导致齿板磨损快,破碎效率低。齿板磨损后大块石头或矸石煤在破碎机内部反复跳动,冲击齿,螺栓因振动自动松开。为此,检修人员需要每周紧两次齿板。如果螺帽被磨损,就会给此项工作带来很大的麻烦,不能在规定的时间内完成检修任务,从而影响生产。品质堆焊辊破碎机齿板有焊接和铸造安装方式。效果自然也有它的不同之处,铸造的双齿辊破碎机齿板比较牢固,但是不容易拆卸和更换;相对的焊接的双齿辊破碎机齿板,齿板虽然不是那么牢固,但是更换起来比较好点。在客户的选择齿板的联接方式的过程中,一定要根据实际情况进行选择,如果破碎的物料要经常性的更换齿板的话,就选择焊接类型的齿板,如果物料硬度比较大,需要牢固一点的齿板,就选择铸造的齿板。高锰钢分为普通高锰钢、合金化高锰钢和微合金化高锰钢等。普通高锰钢铸态组织为奥氏体+碳化物,由于存在碳化物,材料的韧性较差,一般需要水韧热处理,即铸件加热到1050~1100℃水冷,获得单一奥氏体组织,具有极高的韧性,高锰钢耐磨件在工作时在外加应力作用下,会产生加工硬化。
首先给料机在进行给料时要保证物料的均匀性,如果做到了均匀送料还会出现有振动的现象,就需要停车进行检查,清除物料内的金属固体。清除过后,检查固定螺丝是否存在松动的现象,如果有松动,则对其进行加固。然后再检查破碎后物料的粒度能否达到客户的破碎需求,如果达不到要求,往往是是因为品质堆焊辊破碎机内辊轮磨损较大,没有进行及时的更换,造成了辊轮对于物料的破碎性能下降。解决方法是对辊轮进行更换,并同时保证进料的均匀性。另外还要对破碎机的破碎粒度进行合理的调整,以解决破碎的物料粒度不均匀,破碎比例的跨度较大的问题。这种现象的出现的可能是因为品质堆焊辊破碎机辊轮之间的空隙较大,对一些体积小的物料不能达到完全的破碎,解决方案是调整辊轮之间的间隙,对于出料口的尺寸进行调节,如果物料颗粒依然较大的话,则需要进行重复的二段破碎。

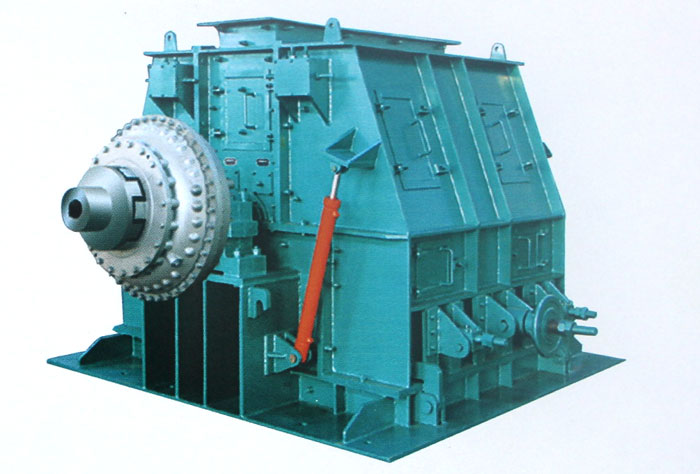
中国作为“一带一路”沿线中的重要国家,正在与“一带一路”中的沿线国家一起,对加快建设六大经济走廊的基础设施进行积极参与与规划。国家为支持中西部与贫困地区的经济发展将加大对铁路、公路等基础设施建设的投资力度。与此同时也将带动对包括机械行业在内的品质堆焊辊破碎机设备等一系列需求。随着我国与“一带一路”的沿线国家对加大基础设施投资力度,建设铁路、公路、水利等所需要砂石骨料量的增大,传统的产能低下、消耗高、竞争力低的小规模砂石生产设备将被淘汰,大规模化建筑骨料生产以及成套设备将得到大力发展。 锤头作为品质堆焊辊破碎机上重要的零部件,也是主要的易磨损件,所以锤头的好坏直接影响到了锤式双齿辊破碎机的工作效率、生产质量。本文主要介绍影响锤头磨损的关键因素:锤头的材质、质量及设计结构。按照一般情况来说的话,锤头硬度越大耐磨性也应该越好。想要提高锤头的耐磨性,就要增加它的硬度,但随着硬度的提高,锤头的抗冲击度韧性就会随之降低。锤头常用的材质有:高锰钢、高铬铸铁、低碳合金钢。高锰钢韧性好,工艺性好,价格低,主要特点是在较大的冲击力或接触力的作用下,表面层将迅速产生加工硬化,其加工硬化指数比其它材料高5-7倍,耐磨性得到极大的提高。但如果使用中冲击力不够或者接触力小的情况下,则不能使表面迅速产生加工硬化,高锰钢的耐磨性就不能充分发挥。高铬铸铁是一种具有优良抗磨性能的耐磨材料,但韧性较低,易发生脆性断裂






