
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988

地 址:山东临朐县临九路117号
电 话:0536-3474988
传 真:0536-3473566
联系人:张经理 13953631912
高经理 18663616727
邮 箱:tieliships@126.com
网 址:http://www.wftls.com

1、运用专供单传动辊压机比运用环锤破碎机每年可节约用电48万元(以250TlH破碎机为例)。2、运用环锤破碎机还需增加:除尘搜集器、振动筛、加热器、破碎楼土建等费用约≥30万元。3、运用环锤破碎机存在噪音、粉尘、结焦等环保问题,为正常作业带来不便,为员工身心安康带来隐患。4、因专供单传动辊压机构造原理致使出料易过粉碎,为循环流化床锅炉正常工作带来不肯定要素。综上所迹,从消费才能与经济效益方面思索,新型齿辊式破碎机取代环锤破碎机是必然的。阐明:表中数据以原煤(矸石量≤30%)为计算根据,随着矸石量的增加及物料的变化,各项数据会有所变动。

工作环境:在加工的时候需要注意外部天气的情况,单传动辊压机价格尤其是在户外进行加工的用户也要注意当时的天气情况,如果碰到风沙天气就请停机或者是寻找一些可以阻止风沙的地方进行生产。 影响因素二、在专供单传动辊压机的破碎过程中,会出现一些常见故障,从而影响破碎机的工作效率,因此双齿辊破碎机日常维护不可少,减少故障发生率。影响因素三、双齿辊破碎机是靠齿牙的剪切与辊压破碎,检查辊子工作面的磨损量基本一致,提高破碎效率。影响因素四、物料特性:物料的粘度越大,粘附性也就会越强,随之也就简略粘附粘连设备,使之破碎力减小,影响其工作效率。加工对象的硬度一定要在双齿辊破碎机的加工范围内,如果高于破碎机的加工范围,那么对于设备的生产效率也有一定的影响。影响因素五、给料情况:进料需要均匀,同时给料量适当,过多了影响设备的工作效率,过少了影响设备的产量,所以说这一点一定要慎重。

(1)青岛单传动辊压机运转过程中应经常作例行检查,当发现有不正常的声响或轴承温度高于70C时,应立即停机检查,及时消除故障后才可继续开机.(2)在机器运转正常后方可加料,喂料要均匀,应防止混入铁块硬物.在停机前必须先停止加料,停机内物料破碎完毕再停电动机.(3)专供单传动辊压机在检修或调整排料口后,应先用人力转动转子,确认转子与其他零件没有摩擦和卡住现象并能灵活转动,方可开动电动机.(4)应经常检查轴承座密封是否良好,轴承座内润滑脂应每月加注一次,每三个月应全部清洗换油及更换油毛毡.(5)在检查紧固件是否松动时,应重点检查转子两侧压紧板锤的压板螺钉,防止压板松动后,板锤两端露出转子体,与机体碰击,损伤机件.(6)为确保操作人员及设备安全,机器运转中禁止进行修理、调整及清理工作,禁止打开各种小门.(7)当破碎产品粒度过大时,应停机检查板锤磨损情况,防止转子被磨坏.当板锤因磨损需调整 180 度再次使用时,应使每块板锤重量相等并保持平衡,以防止机器开动后发生震动。
1、专供单传动辊压机在上次停车的时候没有把破碎腔中的矿石排除干净,从而导致了机器在次启动时因为腔内残留的矿石,双齿辊破碎机承受了大的负荷,从而使机器启动困难。2、双齿辊破碎机润滑脂的粘度较大,在启动的时候轴承转动的主力变大,因此导致机器启动困难。3、单传动辊压机专供在工作的时候产生大量的粉尘,有部分的粉尘进入到了轴承中并参杂到润滑油中,使润滑油变质,导致其润滑性下降,这样就加剧了轴承之间的磨损,是阻力增大,从而使机器启动困难。4、双齿辊破碎机的接线有问题,导致机器启动困难。

专供单传动辊压机板受到物料挤压和磨料磨损,导致齿板磨损快,破碎效率低。齿板磨损后大块石头或矸石煤在破碎机内部反复跳动,冲击齿,螺栓因振动自动松开。为此,检修人员需要每周紧两次齿板。如果螺帽被磨损,就会给此项工作带来很大的麻烦,不能在规定的时间内完成检修任务,从而影响生产。专供单传动辊压机齿板有焊接和铸造安装方式。效果自然也有它的不同之处,铸造的双齿辊破碎机齿板比较牢固,但是不容易拆卸和更换;相对的焊接的双齿辊破碎机齿板,齿板虽然不是那么牢固,但是更换起来比较好点。在客户的选择齿板的联接方式的过程中,一定要根据实际情况进行选择,如果破碎的物料要经常性的更换齿板的话,就选择焊接类型的齿板,如果物料硬度比较大,需要牢固一点的齿板,就选择铸造的齿板。高锰钢分为普通高锰钢、合金化高锰钢和微合金化高锰钢等。普通高锰钢铸态组织为奥氏体+碳化物,由于存在碳化物,材料的韧性较差,一般需要水韧热处理,即铸件加热到1050~1100℃水冷,获得单一奥氏体组织,具有极高的韧性,高锰钢耐磨件在工作时在外加应力作用下,会产生加工硬化。

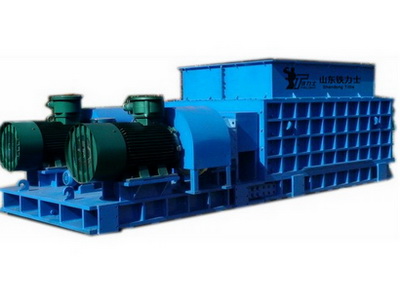
专供单传动辊压机适用于抗压强度小于200Mpa、湿度小于30%的中硬度及软物料,而且要求破碎粒度粉末状少、颗粒状多的细碎及中碎作业。如煤、焦炭、化肥原料、石油焦、玻璃管、化工原料等固体物料,本机器具有使用维修费特低、破碎比大、性能可靠、粉尘少、噪音低等特点。四齿辊破碎机适用于进料粒度小于700mm、成品粒度要求2-20mm的中细碎作业。如热电厂硫化床锅炉、普通锅炉用煤的破碎;化肥厂破碎化肥原料;太阳能行业破碎废玻璃管等;或者与上述类似的破碎场合。专供单传动辊压机是利用四个高强度耐磨碾辊,相对旋转产生的高挤压力和剪切力来破碎物料。物料进入上两齿辊间隙(V型破碎腔)以后,受到两齿辊相对旋转的挤压和剪切作用,首次将物料挤轧、剪切后(粗破),再次进入相对旋转的下两辊,再由下两辊挤轧、剪切、和啮磨(细破)成需要的粒度由输送设备送出。






