
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988

地 址:山东临朐县临九路117号
电 话:0536-3474988
传 真:0536-3473566
联系人:张经理 13953631912
高经理 18663616727
邮 箱:tieliships@126.com
网 址:http://www.wftls.com

专供移动石子破碎站如何对物料进行破碎1、旋转运动中的辊齿遇到大块物料首先对它进行冲击剪切,接着进行撕拉。如果碎块能被辊齿咬入则进入第二阶段破碎,否则强力双齿辊破碎机辊齿沿物料表面强行滑过,靠辊齿的螺旋布置迫使物料翻转,等待下一对齿的继续作用。2、从物料被咬入开始,到前一对齿脱离咬合终止,这一阶段两齿包容的截面由大逐渐变到最小,然后再增大。粒度大的物粒由于包容体积逐渐变小而被强行挤压剪碎,破碎后的物料被挤出,从齿侧间隙漏下。3、前一对齿开始脱离啮合时,破碎的物料大量下漏排出,个别粒度仍然偏大的物料被劈裂棒阻挡。当齿运动到劈裂棒附近时,与劈裂棒共同作用,将大块物料劈碎并将其强行排出。专供移动石子破碎站按照以上三点来对物料进行破碎的,就这样一对齿的破碎过程结束,没对齿环上有多少个齿,齿辊运行一周时同样的过程就进行多少次,循环往复,实现整个对物料破碎的过程。

(1)无论专供移动石子破碎站的进给方式如何,都设有除锈装置,以防其他的琐事进入四齿辊破碎(2)四齿辊破碎机需要空载启动,检查并清理四齿辊破碎机中的保留材料,然后再启动。(3)检查主、辅驱动齿轮箱中的油位。(4)如果移动石子破碎站厂家长时间停用,应用手转动大型皮带轮2-3周以确认机器是否自由运转,然后是电机当电机以正确的方向旋转时,它会“连接”几次。之后,四齿辊破碎机可以正式启动。(5)启动四齿辊破碎机达到正常速度,开始进给,没有其他异常(6)定期取样,检查四齿辊破碎机的粒径是否符合要求。重新调整破碎辊的间距。(7)在正常停机前停止进给,从四齿辊破碎机出来后,可以停止待机中的物料。(8)改变四齿辊破碎机材料的强度、当颗粒尺寸或破碎比例时,应重置缓冲缸的氮气压力。对于达到破碎辊压力的需要,压力的大小是适中的。过大的压力会导致机器的磨损增加并且功耗增加。压力太小会增加破碎产品的数量并导致主动破碎辊表现出频繁的跳跃。缓冲缸氮气压力在1.5-4MPa的范围内使用。(9)四齿辊破碎机主要部件、辅变速器齿轮箱采用齿轮油润滑。在冬季,应及时更换水箱中的润滑(10)四齿辊破碎机、下级破碎辊平移连杆装置的轴承采用油脂润滑。该设计需要使用2号或3号钙基润滑脂。对于正常生产应将油杯盖拧紧一周以注入油脂。 (11)维护和修理如果需要打开主要的驱动齿轮箱盖,需要在重新安装前更换橡胶密封圈,并在静密封面上均匀涂抹一层密封胶,以防密封面泄漏油。 (12)四齿辊破碎机恢复后,重新组装上破碎辊、夹紧联轴器时,圆螺母和联轴器螺栓应严格控制紧固扭矩。拧紧夹紧连接螺栓时,请注意顺序。先拧紧对角螺栓,然后拧紧中间螺栓,并注意联轴器侧面的间隙。

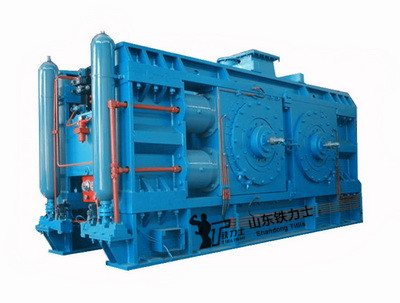
玄武岩因为其抗压性强、沥青粘附性大、抗腐蚀性强、导电性差、耐磨等特点,被广泛应用于公路、铁路、机场跑道等重要基础设施的修建过程中,并被国际上认为是发展铁路及高速公路最好的基石,是众多石料中最理想的材料。目前,由于我国各地基础实施建设的不断发展,对玄武岩砂石的需求量极速增长。那么,玄武岩破碎用什么型号的破碎机?专供移动石子破碎站是个什么样的机器专供移动石子破碎站到底能不能够完成玄武岩的破碎工作呢?就让我们和四辊破碎机专业厂家一起来看看吧。自古以来就有句话说知己知彼百战百胜。 那么移动石子破碎站厂家具体都有哪些优点呢: 1.提高产量,降低能耗。提高产量30%-40%,总能耗可降低20%-30%。节省投资 2.使用寿命长,运行成本低。采用新型磨料辊体,无需经常更换,不易损坏。 3.四辊破碎机又叫四辊破碎机,本机具有结构简单,维修方便。结构简单、占用空间小,操作维修较方便。、 4.密封设计,环保无污染。内部装有防尘板,密封性能好,避免了破碎后的细小物料的扬溅,粉尘少,工作噪声低。 5.可根据需要调整出料粒度。磨料辊体辊缝在1mm~20mm间任意可调,根据破碎粒度的要求调好辊缝后,破碎粒度能得到可靠控制。 6.上下辊可自由组合,提高破碎比。上辊可用齿辊或光辊,下辊也可用齿辊或光辊,多组合,多适用,提高破碎比,减少投入。
专供移动石子破碎站板受到物料挤压和磨料磨损,导致齿板磨损快,破碎效率低。齿板磨损后大块石头或矸石煤在破碎机内部反复跳动,冲击齿,螺栓因振动自动松开。为此,检修人员需要每周紧两次齿板。如果螺帽被磨损,就会给此项工作带来很大的麻烦,不能在规定的时间内完成检修任务,从而影响生产。专供移动石子破碎站齿板有焊接和铸造安装方式。效果自然也有它的不同之处,铸造的双齿辊破碎机齿板比较牢固,但是不容易拆卸和更换;相对的焊接的双齿辊破碎机齿板,齿板虽然不是那么牢固,但是更换起来比较好点。在客户的选择齿板的联接方式的过程中,一定要根据实际情况进行选择,如果破碎的物料要经常性的更换齿板的话,就选择焊接类型的齿板,如果物料硬度比较大,需要牢固一点的齿板,就选择铸造的齿板。高锰钢分为普通高锰钢、合金化高锰钢和微合金化高锰钢等。普通高锰钢铸态组织为奥氏体+碳化物,由于存在碳化物,材料的韧性较差,一般需要水韧热处理,即铸件加热到1050~1100℃水冷,获得单一奥氏体组织,具有极高的韧性,高锰钢耐磨件在工作时在外加应力作用下,会产生加工硬化。






