
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988
山东铁力士智能破碎设备有限公司
不断探索设备制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0536-3474988

地 址:山东临朐县临九路117号
电 话:0536-3474988
传 真:0536-3473566
联系人:张经理 13953631912
高经理 18663616727
邮 箱:tieliships@126.com
网 址:http://www.wftls.com

专供堆焊辊破碎机板受到物料挤压和磨料磨损,导致齿板磨损快,破碎效率低。齿板磨损后大块石头或矸石煤在破碎机内部反复跳动,冲击齿,螺栓因振动自动松开。为此,检修人员需要每周紧两次齿板。如果螺帽被磨损,就会给此项工作带来很大的麻烦,不能在规定的时间内完成检修任务,从而影响生产。专供堆焊辊破碎机齿板有焊接和铸造安装方式。效果自然也有它的不同之处,铸造的双齿辊破碎机齿板比较牢固,但是不容易拆卸和更换;相对的焊接的双齿辊破碎机齿板,齿板虽然不是那么牢固,但是更换起来比较好点。在客户的选择齿板的联接方式的过程中,一定要根据实际情况进行选择,如果破碎的物料要经常性的更换齿板的话,就选择焊接类型的齿板,如果物料硬度比较大,需要牢固一点的齿板,就选择铸造的齿板。高锰钢分为普通高锰钢、合金化高锰钢和微合金化高锰钢等。普通高锰钢铸态组织为奥氏体+碳化物,由于存在碳化物,材料的韧性较差,一般需要水韧热处理,即铸件加热到1050~1100℃水冷,获得单一奥氏体组织,具有极高的韧性,高锰钢耐磨件在工作时在外加应力作用下,会产生加工硬化。

首先给料机在进行给料时要保证物料的均匀性,如果做到了均匀送料还会出现有振动的现象,就需要停车进行检查,清除物料内的金属固体。清除过后,检查固定螺丝是否存在松动的现象,如果有松动,则对其进行加固。然后再检查破碎后物料的粒度能否达到客户的破碎需求,如果达不到要求,往往是是因为专供堆焊辊破碎机内辊轮磨损较大,没有进行及时的更换,造成了辊轮对于物料的破碎性能下降。解决方法是对辊轮进行更换,并同时保证进料的均匀性。另外还要对破碎机的破碎粒度进行合理的调整,以解决破碎的物料粒度不均匀,破碎比例的跨度较大的问题。这种现象的出现的可能是因为专供堆焊辊破碎机辊轮之间的空隙较大,对一些体积小的物料不能达到完全的破碎,解决方案是调整辊轮之间的间隙,对于出料口的尺寸进行调节,如果物料颗粒依然较大的话,则需要进行重复的二段破碎。

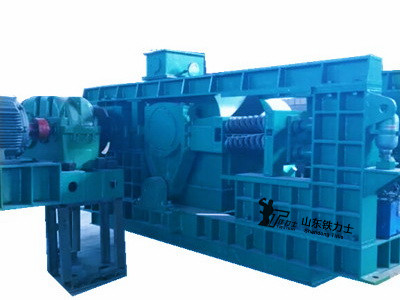
专供堆焊辊破碎机以较小的能耗达到高的破碎效率,归根究底还是得益于它合理的结基本构造设计的高效原理。双齿辊破碎机主要由电动机、液力偶合器、齿辊、机体、液压系统和电器控制系统等部件组成。传动装置:煤用双齿辊破碎机有两个齿辊,主动齿辊和从动齿辊。主动齿辊是固定齿辊,通过安全联轴节与交流电动机相连。从动齿辊是可动齿辊,可作水平移动。从动齿辊与主动齿辊保持一定的间隙距,并通过一组小齿轮传动装置,使固定齿辊和可动齿辊相对运转。齿辊:它由辊体和齿板组成,辊体外形为正多边形,用高强度螺栓把齿板连接在辊体上。齿辊间隙调整装置:齿辊问隙的调整是靠煤用双齿辊破碎机的移动可动齿辊来实现的,对中型煤用双齿辊破碎机,一般采用螺旋弹簧调整装置,对于大型堆焊辊破碎机价格,一般采用液压调整装置。双齿辊破碎机采用冲击破碎与剪切拉伸相结合的破碎原理。破碎物料经给料系统均匀进入上段破碎腔后,粒度小于两齿间隙的物料不经破碎可直接落入下段破碎腔,粒度大于两齿间隙的物料经上段齿辊破碎后进入下段破碎腔;进入下段破碎腔内的物料,符合粒度要求的从两齿辊之间和两侧出料口直接排出,不增加破碎功耗;大于出料粒度的物料被旋转的齿辊与两侧的破碎梁强制破碎,达到所需粒度时被强制排出,完成破碎。
专供堆焊辊破碎机优点是破碎比大,可达原料尺寸约为由于把初碎与二次破碎合二为一,一台双齿辊破碎机即可满足各种。新型双齿辊式破碎机两个齿辊的间距通过液压方式调整,并装有止退装置,工作时两个齿辊间距不变,出料粒度稳定。破碎能力大,电动机与减速器之间用限距型液力偶合器联接,防止动力过载,传感器过载保护,安全可靠。齿辊间距液压调整,齿辊轴承集中润滑。齿形优化设计,拉剪力选择破碎,高效低耗,出粒均匀。专供堆焊辊破碎机齿轮箱的结构形式机构通过4个齿轮及活动扇形齿板构成,当调整辊隙时(即活动轴承移位),能保证二齿辊继续运转。活动齿板采用对称结构,磨损后还可翻过来使用。这种传动形式中,上、下两对齿辊可实现反向对滚旋转,而且可以保证两对齿辊间的中心距在较 大范围内调节时传动不致中断。桥式齿轮传动由两对相同的齿轮相互啮合组成。两个大齿轮分别安装在主动齿辊和从动齿辊上,与两个大齿轮互相啮合的小齿轮安装在两个浮动轴上是惰轮,只传递扭矩。






